

James French, Head of Innovation at TOMRA Fresh Food, part of TOMRA Food, explains how AI is already adding value and why its importance will grow.
We’ve been hearing a lot lately about artificial intelligence. The ability of computers to mimic human thought and decision-making, to automate tasks that traditionally required human intelligence, has stirred up all sorts of sensational news stories. In confirmation of this technology’s increasing importance, TOMRA Food has just launched two new AI-powered sorting and grading solutions.
One of those solutions, the all-new TOMRA Neon, pre-grades machine-harvested blueberries for the fresh market. The other, the new-generation Spectrim X series, leverages Deep Learning for unmatched sorting and grading precision of fruit. These machines are just the start of a revolution which will make the production of fresh and processed foods more efficient and profitable.
Many benefits for processors
The most widespread public discussions about AI have focused on the latest version of the chatbot ChatGPT. This AI-driven language processing tool can answer questions, perform tasks such as writing emails and computer code, and write essays to pass exams that many students would struggle with. Not so long ago, none of these AI capabilities existed.
AI also hit the headlines recently when the technology’s godfather, the cognitive psychologist and computer scientist Geoffrey Hinton, resigned from his part-time job at Google – so that he could talk more freely about his concerns about AI disrupting the job market.
There’s no denying that AI-driven automation will be deployed to tasks currently handled manually, including some of the routine tasks at food processors and packhouses. As we’ll see in a moment, this will be a positive development for employers, employees, and food consumers.
TOMRA Food has been utilizing artificial intelligence since 2019 to make sorting and grading solutions more accurate than traditional techniques. The deployment of AI powered technology in the food production industry will continue to accelerate into the future. Some of the areas it will impact are below:
- Grading and sorting more accurately, with more stability – resulting in less food loss
- Finding difficult-to-detect foreign materials
- Improving predictive maintenance
- Intelligently diagnosing line issues
- Predicting the useful storage life of products
- Optimizing packouts intelligently for different customers
- Optimizing supply chain operations
Make no mistake: AI is bringing a big technological shift that businesses will have to keep up with to remain competitive.
Well-suited to food production

When AI is discussed, you might also hear the terms ‘Machine Learning’ and ‘Deep Learning’. Machine Learning is a collection of techniques that allows software systems to recognize patterns in data to provide measurements and insights. Deep Learning is a subset of Machine Learning that uses artificial neural networks to solve complex problems. These technologies are well suited to food production because many tasks involve data and decision-making.
AI is also relevant for food production because of the high level of variability in the industry, from weather and climate effects to natural variations in products. These factors mean that traditional systems can have a tough time making accurate predictions. It’s not enough just to have data – its quality is also a big factor in the performance of AI. As with traditional systems the better the data, the better the decisions. This is why having the best inspection and sensor systems matters so much: they can collect higher quality data which supercharges the AI system. This leads to more accurate and more consistent decisions which result in less food waste and more saleable product, as well as maximizing the product’s value.
AI technology can improve sorting and grading machines in a number of ways, it can help make more accurate ‘accept or reject’ decisions, recover more good product from compromised raw material through higher accuracy, and more precisely classify the products on the line into different grades to enable hands-free production. For example, heavy rain or frost has damaged so much of the incoming fruit that only 40% of it is packable: older technologies would not be accurate enough to recover this as they would mistakenly include too much damage, but AI makes it possible. As well as recovering a potentially disastrous harvest, this helps keep customers satisfied at times when the product might otherwise fail to make the grade.
AI and Deep Learning in action
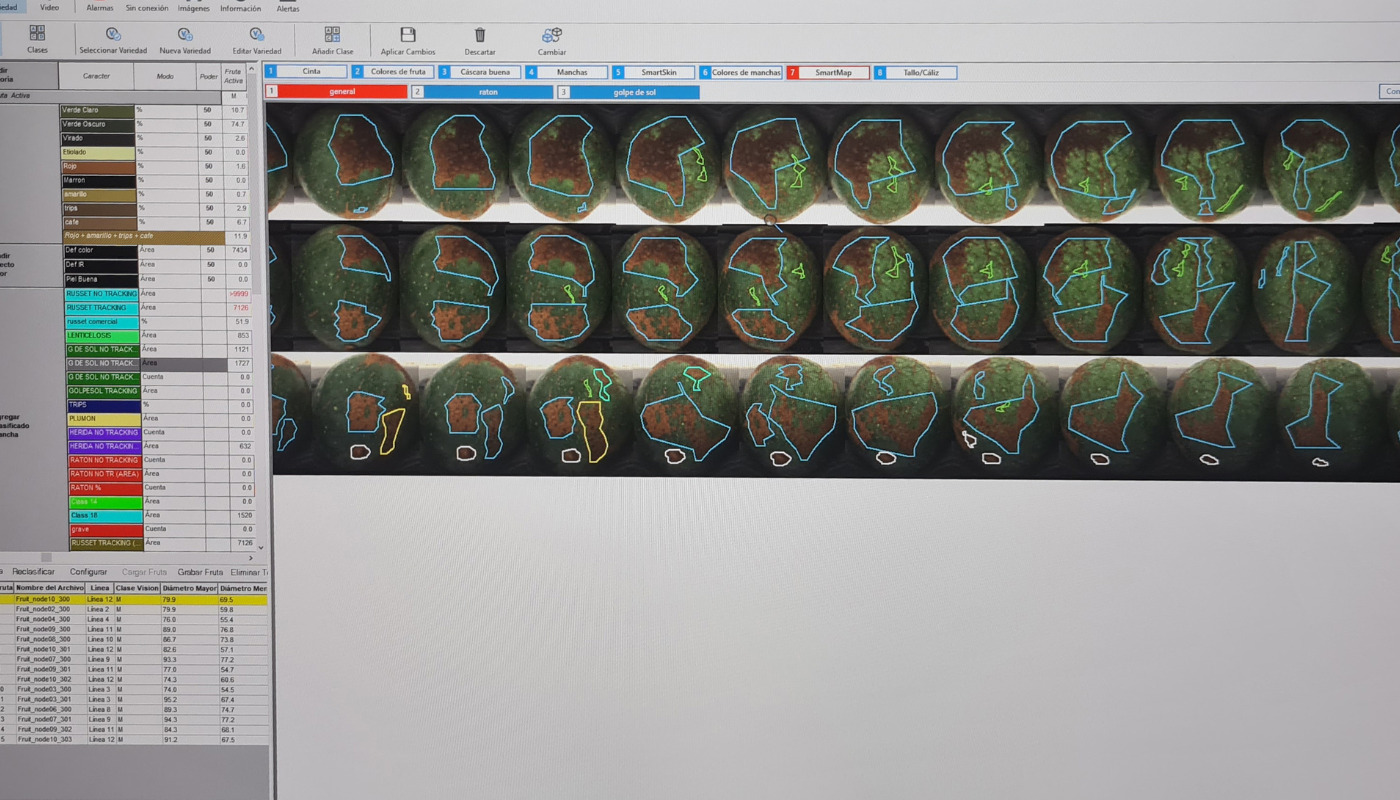
Deep Learning is an AI method which uses pre-trained models to teach computers how to process data, such as complex patterns in photos. The newly-launched Spectrim X series grading platform is a great example of this. Developed by a team of industry-leading scientists, engineers, researchers, and experts, Spectrim X integrates the latest development of TOMRA’s LUCAi™ Deep Learning technology.
The Spectrim X series grading platform is equipped with LUCAi™ Engine Software, computing hardware, and pre-trained models which achieve unprecedented grading precision. More packing operations can now be achieved without manual intervention, targeting thresholds more closely and all while minimizing fruit loss.
Spectrim X assesses thousands of high-resolution, multi-channel fruit images every second. Then it cross-references what it sees with AI networks that have been trained on tens of thousands of fruits to make grading decisions to meet precise market demands. This data has been captured from TOMRA machines across the globe and accurately hand-labelled by TOMRA’s Data Science Team. During 18 months of real-world testing in the USA and New Zealand, sorting and grading apples, Spectrim X showed a significant leap forward in performance compared to its predecessor.
AI also powers the new TOMRA Neon, to pre-grade blueberries. Automated blueberry harvesting is faster and less costly than manual harvesting but brings challenges in the form of unwanted debris and fruit clusters to fresh fruit processing and packing lines. To address these challenges, TOMRA Neon accepts and rejects fruit before transferring it directly onto TOMRA’s KATO260 optical sorter and grader. It is by using AI that TOMRA Neon is able to identify, differentiate, and remove unwanted clusters, undersize fruit, and unripe fruit. This optimizes optical grader efficiency by removing more than 95% of clusters and more than 90% of unwanted green and red berries.
Reasons for optimism
AI’s valuable capabilities in food processing will become even more important in the near future because of the increasing challenges presented by global food scarcity and disruptive weather events – and because there’s commercial pressure to provide the highest-quality ingredients and products even when input product quality is variable.
AI can also help processors and packhouses deal with other challenges, such as striving to provide products and services at the lowest cost; meeting customers’ product specifications without over- or under-delivering; and reducing or removing the problems associated with recruiting, training, and retaining skilled labor.
The headaches associated with finding enough people to do seasonal work, and the ongoing challenges of managing a workforce, can be addressed by automating tasks previously done manually. It’s no secret that sorting, grading, and packing machines are faster, more accurate, consistent, reliable, and ultimately more cost-efficient than humans.
This brings us back to the controversial subject of AI replacing jobs. It’s worth remembering that many processing plants, especially those not near large population centers, struggle to employ all the people they need – so rather than performing tasks previously done manually, automation often does what otherwise could not be done. Automation often handles tasks people don’t want to do because they are boring, repetitive, or strenuous. This is undoubtedly true of manual sorting and grading – and if workers are displaced from these roles, often they are redeployed to other tasks on the line, which are less monotonous and add more value.
As we’ve seen here, however, reducing labor dependence is just one of many ways AI-driven automation benefits processors and packhouses. AI is set to play an increasingly important role in meeting the needs and desires of food consumers as the world’s growing middle classes increase the demand for healthy food. And most importantly of all, AI will help meet the challenge of feeding the world’s vast and growing population, which will require more food production and less food waste.
About TOMRA Food
TOMRA Food designs and manufactures sensor-based sorting machines and integrated post-harvest solutions transforming global food production to maximize food safety and minimize food loss, by making sure Every Resource CountsTM.
The company has more than 13,800 units installed at food growers, packers and processors around the world for Confectionery, Fruit, Dried fruit, Grains and Seeds, Potatoes, Proteins, Nuts, and Vegetables.
These solutions include advanced grading, sorting, peeling and analytical technology to help businesses improve returns, gain operational efficiencies, and ensure a safe food supply.
TOMRA Food operates centers of excellence, regional offices and manufacturing locations within the United States, Europe, South America, Asia, Africa and Australasia.
Follow TOMRA Food on Facebook @TOMRA.Food, Twitter @TOMRAFood, Instagram @TOMRAFood, LinkedIn at TOMRA Food and YouTube at TOMRA Food.
TOMRA Food is a division of TOMRA Group. TOMRA was founded in 1972 that began with the design, manufacturing and sale of reverse vending machines (RVMs) for automated collection of used beverage containers.
Today, TOMRA is leading the resource revolution to transform how the planet’s resources are obtained, used and reused to enable a world without waste. The company’s other business divisions are TOMRA Recycling and TOMRA Collection.
TOMRA has approximately 105,000 installations in over 100 markets worldwide and had total revenues of about 12 billion NOK in 2022. The Group employs 5,000 globally and is publicly listed on the Oslo Stock Exchange. The company headquarters are in Asker, Norway.
For further information about TOMRA, visit www.tomra.com and their website at samrtcherry.world





